当前位置:
当前位置: |
近年来,随着国际欧盟已于2005年4月l日起全面限制溶剂型漆的生产和使用,溶剂型漆制品已全面退出了欧洲市场。而且随着我国在产业结构调整、经济转型升级的发展战略转移调整的驱动背最下,以绿色、低碳、节能、环保为特点的新技术、新工艺、新产品己逐步得到了推广及应用。因此,无污染、无伤害、低耗能、低防火等级的新型水性漆的200L钢桶包装物应运而生,并已逐步得到了推广应用。 着眼于中国石化润滑油公司(简称润滑油公司)未来国际市场润滑油包装物绿色环保的发展战略,在润滑油公司安全生产部统一部署和指导下,公司自2011年起就着手进行了关于水性漆200L钢桶在润滑油包装物试验性应用性研究。作为该项目负责人,我有幸亲自组织策划实施了水性漆200L钢桶在润滑油包装物试验性应用性研究工作,并取得了阶段性试验应用性成果。现将我对水性漆钢桶特点、喷涂工艺及喷涂性能质量、水性漆钢桶批量试验阶段性成果及未来推广应用发展前景浅谈一下自己的几点认识及试验性应用情况。 一、水性漆钢桶特点 钢桶专用环保水性漆一般有亮光双组分和哑光单组分两种类型。这两种专用环保水性漆一般都适合钢桶的喷涂或涂刷,所不同的是,亮光双组分水性漆在喷涂作业前必须先将两种组分的漆进行充分混合(按照1:1的比例)。而且烘干后的漆膜表面非常光亮,具有较好的装饰作用。对于表面装饰作用没有特殊要求的钢桶产品或者钢桶的内涂,通常优先选用单组分哑光漆,该类型的水性漆价格相对较低一些,且喷涂作业也较亮光漆方便。环保水性漆在钢桶喷涂作业中采用清水作为稀释剂,与传统油漆相比,无疑节省了大量的溶剂成本,同时,传统榕剂型漆一般均采用含有甲苯、二甲苯的有机溶剂作为稀释剂,其特点是有毒、易挥发、易燃烧、高污染,对喷涂作业及车间周边人员是一种比较严重的潜在的职防伤害。而且,水性漆喷涂烘干温度与传统溶剂型漆相比基本持平,甚至还低,这从节约能源角度也是具有较强优势的。 因此,总的来说,与传统溶剂型油漆钢桶相比,采用环保水性漆钢桶具有以下优点: (1)VOC含量不大于16克/升,无毒无味,绿色环保。 (2)漆膜平整光滑,色彩丰满艳丽。 (3)不燃,防火等级大幅度降低。 (4)具有优良的耐水性,耐候性能好,抗紫外性能好。 (5)与各种漆的相容性好,无任何化学反应,不渗透,不咬底。 (6)附着力强,结膜干燥后坚固。 (7)硬度优良,抗冲击力强。 (8)喷涂面积大,遮盖力强,干燥时间快,抗沾污性好。 (9)施工作业简便,易于重涂,经济实用。 而传统采用溶剂型油漆,对企业生产经营有以下几个重大风险: (1)污染大,环保风险大; (2)易燃易爆,安全风险大; (3)有毒有害,员工健康风险大。 总之,不论从环境保护、减少污染方面讲,还是节约资源、能源、减少成本方面,目前水性漆较传统的溶剂性油漆都是最佳的选择,所以它将是200L钢桶涂料的升级换代产品。 二、水性漆钢桶喷涂工艺原理 对于钢桶企业,传统油漆在钢桶涂装线上的应用已非常成熟和完普,而新型改用水性漆也采用传统的高压无气喷涂或手工喷涂方式,只是与使用传统油漆在喷涂工艺方面有以下几点不同: 1、稀释剂不同 水性漆采用水作为稀释剂。民用自来水,电导率小于500(电导率仪测定)的洁净自然水都符合要求。用水替代传统溶剂性油漆中的有害有机溶剂。 2、稀释比和喷涂粘度不同 稀释比:水性漆原漆:水=100:15~25 喷涂粘度:桶身喷涂适宜粘度(涂4杯)40~50秒;桶底、盖喷涂适宜粘度(涂4杯)20~25秒,其略高于溶剂型油漆喷涂粘度(25~40秒) 3、喷涂压力略高于油漆 水性漆表面张力(物理力)比同漆大,所以喷涂粘度略高,喷涂压力也略高于油漆。 生产经验参数为喷涂压力0.3~0.4MPa。 4、喷涂前底材质量情况 水性漆喷涂前要200钢桶外表面底材要求较高,要求无水、无油、无锈及无杂,尽量采用清洗、磷化预处理工序。而传统的溶剂型油漆喷涂工艺对200L钢桶外表面要求不是特别苛刻,只要求其无水、无油、无锈及无杂即可。 三、水性漆在润滑油200钢桶包装喷涂工艺方面实际应用情况 公司采用水性漆喷涂200钢桶仍采用原有的传统的溶剂型油漆喷涂装置——美国诺信高压喷涂系统,但是在水性漆原材料质量控制、喷涂工艺及各项工艺参数等方面进行了改进及优化。 1、水性漆原材料质量情况 公司200钢桶喷涂采用采用河北省石家庄油漆厂专供水性漆原料。通过供需双方通过反复试验及配方优化设计,最终形成双方认可的技术协议标准Q /01YQ242-2011,并按照其标准要求做好每批水性漆原材料的进货验收。  公司与石家庄油漆厂双方签订协议标准及技术要求 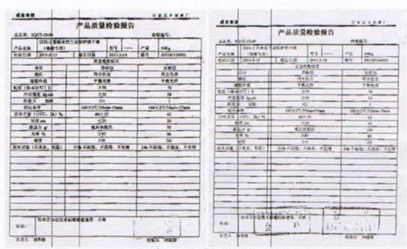 水性漆出厂产品检验报告 2、水性漆啧涂过程质量控制 公司通过水性漆试验小组成员与供应商大量反复试验,并利用正交试验设计思路,不断改进原有的喷涂工艺路线,调整优化喷涂过程中各项工艺参数,使得200L钢桶水性漆喷涂效果持续提升,实现了公司200L单色及双色水性漆钢桶陆续成功批量下线,并从中固化总结提炼出了一整套水性漆喷涂工艺经验做法。 (一)水性漆200L钢桶喷涂工艺路线 喷涂前表面预处理(清洁及预热)→第一工位喷涂(桶顶底及桶身两环筋中央)→第二工位喷涂(桶身上下两侧及切边喷涂)→烘干→冷却 (二)水性漆200L钢桶喷涂工艺方案 (1)喷涂前预处理 a. 人工擦拭钢桶表面,去除表面油污。 b. 钢桶表面预热 (a)烘炉显示温度:120±30℃ (b)烘干时间:5分钟 (c)钢桶表面温度:35±5℃ (2)钢桶表面喷涂 生产能力:5~6只/min 喷涂方式采用传统高压无气喷涂系统,喷嘴结构、泵型号保持不变,只是根据喷涂效果实时动态调整喷漆工艺参数: (环境温度:15℃)
烘炉温度未做改变,烘干时间适当延长。烘炉三段显示温度分别为: 一段:150±10℃ 二段:170±10℃ 三段:120±20℃ 烘烤时间:15~20min  水性漆200L钢桶烘干工艺参数控制 (4)环保系统 a. 水帘吸收漆雾,水池沉降漆渣 b. 喷漆室上方引风机对室内漆雾和气体可进行有组织直接排放或进人废气治理回收装置 c. 废气治理装置开启,主要集中吸附回收漆雾 3、水性漆钢桶实际喷涂质量及性能 (1) 200L润滑油单色及双色钢桶喷涂效果 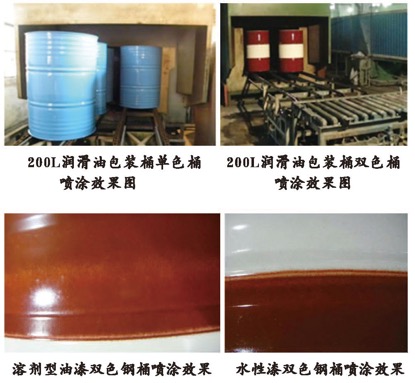 (2)水性漆钢桶漆膜性能检测 a. 附着力检测划格试验l级,检测结果合格。  b. 耐水性能检测:24小时水泡后无起泡、无破损现象,检测结果合格。  四、200L水性漆钢桶试验阶段性成果 目前,经过公司近两年来利用原有的喷涂装置系统,并通过项目小组成员精心策划试验方案,与水性漆供应商不断优化水性漆配方方案,创新改进喷涂工艺路线设计,持续优化水性漆喷涂各项工艺参数,使得水性漆200L单色及双色钢桶在公司成功实现了多个批次批量生产,并通过了润滑油公司安全生产PPAP审批。经过后续工序罐装使用、定点发运并经过后续跟踪回访,客户对新型绿色环保包装的 200L水性漆润滑油产品外观质量表示非常满意。公司水性漆200升钢桶包装物的成功下线,这为润滑油公司今后推行绿色环保包装产品、勇干践行绿色低碳发展战略方面做出了有益的探索与尝试。 结束语:水浴性环保油漆替代性试验既能满足钢桶喷涂工艺要求的性能,既不污染环境,又不损害人体健康,从根本上消除挥发性有机稀释料对职业健康、环境以及过程安全的风险。同时水性漆没有环保排放压力,减少废弃物处置成本,也能避免喷涂烘干过程中潜在火灾等消防隐患。水性环保漆从职防角度又是一个改善职工职业健康的状况的重要举措,是企业自觉践行以人为本、绿色低碳经营发展理念的生动体现。 |